Il nostro sistema è composto da terminali installati nei reparti produttivi, equipaggiati con lettori di badge, scanner per codici a barre e vari dispositivi di input e output per collegarsi alle macchine. Questi terminali permettono di raccogliere dati di produzione attraverso segnali elettrici e interfacce seriali, integrando le informazioni inserite dagli operatori con quelle rilevate automaticamente dalle macchine. I dati raccolti vengono inviati a un software centrale, che li elabora in tempo reale, fornendo risposte immediate agli operatori e report aggiornati ai responsabili di reparto e alla direzione.
Il nostro sistema è particolarmente utile per aziende che vogliono monitorare l’avanzamento della produzione e delle commesse, garantire il controllo qualità e la tracciabilità dei prodotti, e ridurre gli errori e i tempi di gestione manuale dei dati. Grazie alla sua automazione, il sistema offre vantaggi economici significativi, migliorando la qualità e ottimizzando i tempi operativi, con la possibilità di accedere anche a varie agevolazioni fiscali.
Da quali componenti è formato il nostro sistema?
- Da terminali installati nei reparti, equipaggiati con lettori di badges (RFID, magnetici, multistandard, ecc.), scanner per codici a barre, ingressi e uscite digitali per collegamenti a macchine, contapezzi, bilance, segnali di stato, segnali analogici e digitali, lettori di etichette intelligenti (per tracciamento, certificazione d’origine, anticontraffazione);
- Da eventuali terminali mobili per magazzinieri, carrellisti, ecc.;
- Dal collegamento al PC di raccolta (Ethernet, wireless, network, modem, GSM/GPRS, ecc.);
- Dal software AutoPro di trasmissione bidirezionale dati e risposte interattive;
- Da un software gestionale proprietario o esterno di controllo avanzamento produzione e commesse.

A chi risulta utile il sistema ?
- Alle Aziende con reparti produttivi in cui si voglia monitorare in tempo reale, o ad intervalli periodici, lo stato dell’avanzamento produzione, dei cicli di lavorazione, delle commesse;
- Alle Aziende con reparti produttivi in cui sia utile restituire agli operatori di reparto risposte e controlli in tempo reale sui dati di produzione appena dichiarati;
- Alle Aziende con reparti produttivi nei quali sia richiesto il controllo qualità (es. per le normative ISO 9000), e/o la tracciabilità dei prodotti finiti e semilavorati.
Quali sono le convenienze economiche nell’adozione del sistema?
- Il sistema introduce vantaggi economici traducibili in:
- risparmio di tempi per gli operatori
- incrementi di qualità ed efficienza in produzione
- controlli in tempo reale e tracciabilità della produzione.
- Varie agevolazioni fiscali e finanziarie sono previste per aziende intenzionate ad investire in sistemi
di questa tipologia, che introducono elementi di:
- innovazione tecnologica nel processo produttivo;
- miglioramenti nella qualità e tracciabilità dei prodotti.
Quali sono i principali vantaggi organizzativi indotti dal sistema?
- Il sistema elimina le operazioni manuali insite nella rilevazione visiva e cartacea dei dati di avanzamento produzione, eliminando errori e tempi per le verifiche.
- I dati raccolti alimentano immediatamente il gestionale, senza interferenze o manipolazioni.
- Le letture dei barcode e dei badge sono facili per gli operatori, veloci e sicure per il sistema.
- Le letture automatiche ottenibili da contapezzi, contacolpi, contametri, collegamenti seriali, scanner automatici, si integrano in modo trasparente con i dati inseriti dagli operatori.
- I maggiori successi ed i migliori risultati nell’adozione del sistema si ottengono coinvolgendo nell’innovazione tecnologica tutta la catena umana del processo produttivo:
- Gli operatori ottengono dai terminali risposte automatiche e controlli immediati sulla correttezza delle operazioni, ed in generale sul lavoro svolto;
- I responsabili di reparto evolvono a funzioni di supervisione e controllo delle attività in corso tramite strumenti informatici che li gratificano maggiormente;
- La direzione aziendale e di produzione può avvalersi di strumenti di controllo imparziali ed oggettivi, e di quadri sinottici in tempo reale.
Come si interfaccia il sistema con gli operatori in produzione?
- L’operatore (ad es. per dichiarare l’inizio o la fine di una attività) deve semplicemente premere un tasto funzione (ad es. “Inizio Lavoro”, “Fine Lavoro”, “Sospensione Lavoro”, ecc.) quindi seguire le istruzioni che compaiono sul display.
- Può essere richiesta la lettura di un codice a barre con lo scanner (es. “Leggi foglio commessa”), oppure la digitazione di un dato sulla tastiera (es. “N. pezzi scartati”).
- Per ogni operazione eseguita, sul display compare un messaggio di “OK” o un eventuale messaggio di errore (ad es. se l’operatore ha inserito un dato non corretto).

Come si interfaccia il sistema con le macchine ?
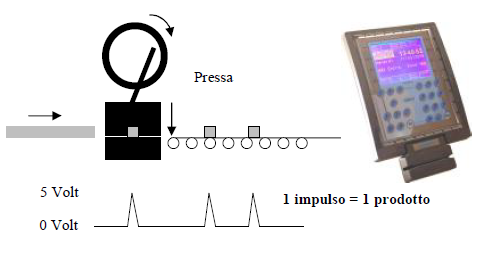
- Tramite segnali elettrici impulsivi (contacolpi, contapezzi, contametri ecc.), prelevati da sensori montati sulle macchine, che forniscono un impulso elettrico ad ogni colpo, pezzo, metro, ecc. di lavorazione completata dalla macchina. Il terminale conta e memorizza gli impulsi, e li trasmette nei momenti richiesti al sistema centrale.
- Tramite segnali elettrici di livello (stati macchina, on/off, ecc.) forniti dalle macchine in condizioni particolari. Il terminale memorizza la variazione di stato, e la trasmette al sistema centrale, che può eventualmente segnalare un allarme.
- Tramite dati su interfaccia seriale RS232 (ad es.: cod. pallet lavorato, peso bilancia, lettura da scanner automatico, ecc.), forniti da macchine automatiche. Il terminale memorizza i dati ricevuti dalla macchina, e li trasmette al sistema centrale.
Funzionamento generale del sistema
- Il sistema raccoglie ed integra informazioni inserite dagli operatori e rilevate dalle macchine.
- I dati sono registrati nella memoria di ogni terminale, quindi trasmessi al PC di raccolta tramite il software di comunicazione bidirezionale AutoPro.
- Il sistema centrale di controllo avanzamento produzione processa ogni dato ricevuto, e fornisce risposte e controlli che possono ritornare ai vari operatori in produzione.
- Gli operatori possono quindi conoscere subito l’esito del lavoro dichiarato.
- Il sistema centrale di controllo produzione acquisisce ed elabora in tempo reale tutti i dettagli dell’avanzamento produzione.
- Ai responsabili di reparto collegati al sistema, possono essere inviati report, quadri e riepiloghi aggiornati sulla produzione del reparto di loro competenza.
- Alla direzione viene fornito un quadro sinottico di controllo, e tutti i riepiloghi sulla produzione.
- Il sistema può funzionare anche in modalità “batch” o “fuori linea”. In questo caso le operazioni elementari vengono registrate nella memoria dei terminali, e periodicamente raccolte e smistate al sistema di gestione centrale. Non ci sono risposte di ritorno agli operatori in questo caso.
Opzioni e integrazioni.
- I dati di produzione possono essere utilizzati per integrare sullo stesso impianto altre gestioni software (rilevazione presenze, tracciamento, controllo accessi e sicurezza, mensa, ecc.).
- Soluzioni impiantistiche miste possono essere integrate in maniera trasparente utilizzando in maniera ottimale le risorse ed i cablaggi esistenti (reti Ethernet, wireless, reti telefoniche miste fonia/dati reti geografiche TCP/IP, ecc.)
- Per le postazioni non raggiunte da nessun cablaggio preesistente si può stendere un economico cavo telefonico (sottoreti locali RS485 “a grappolo”), cui possono essere connessi senza dispositivi di amplificazione fino a 255 terminali per “grappolo”, oppure coprire tramite rete wireless.
- I terminali possono essere dotati di vari lettori aggiuntivi oltre agli scanner già citati:
- lettori per badges RFID (con memoria riscrivibile)
- lettori di carte a microchip
- lettori di radio-TAG (transponder attivi a distanza)
- lettori di badges magnetici
- lettori di etichette intelligenti (tracciamento, certificazione d’origine, anticontraffazione)
- I terminali possono comandare su uscite supplementari vari dispositivi di segnalazione:
- relè per attivare / disattivare segnali di potenza o sirene o segnali luminosi;
- digital output per generare segnali impulsivi o livelli elettrici;
- buzzer acustici e altoparlanti per segnalazioni sonore codificate.

